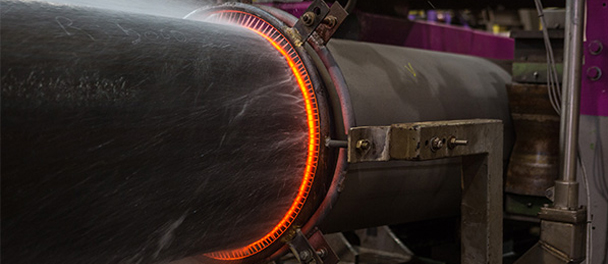
Induction Bending is a controlled means of bending pipes through the application of local heating using high frequency induced electrical power. It is a largely automated, free forming process. The necessary heat for bending is induced in a narrow circumferential band by means of an induction coil, which advances con- tinuously along the length of the pipe during bend forming operation.
Cold bending is also known as roll bending because of the process most commonly used to bend metal that hasn't been heated. Roll bending is accomplished using a mechanical jig that uses three rollers to bend metal into a circular arc. Avoids the need for components with an elbow, allowing cheaper, more readily available straight materials to be utilised. A stronger end product than elbows with a uniform wall thickness. Large radius bend capability reduces friction and wear.
The Elbow is made by means of intermediate frequency heating and the elbow pushing machine is used to make an elbow that meets the curvature radius required by the customer, usually 2.5D-10D

Induction bending process

Induction bending process

Induction bending process